
Welding Pipe Making Machine Line
— cold roll forming machine line

A:Main technical specification
1: Raw material (steel coil) condition
lSteel coil material: hot rolled or cold rolled low carbon steel
2: Finished product requirements
Round pipe
Out diameter:φ20~φ63.5mm
Wall thickness:0.8~3.0mm
3: Machine arrangement
Machine arrangement form: Split style
Arrangement: feed, side discharge (look from console, decided by customer)
Machine production speed:0~80m/min
B:Technology procedures
Uncoiling→Butt shearing& Welding→Horizontal accumulator →Flattening→Forming→HF welding→Scraper→Cooling→Sizing→Straightening→Flying cutting off→Run out table.
C:Main specifications of machine line
1:Uncoiler
Structural style: Expanding by air, double rolls
Coil ID:φ508mm
Coil OD:≤φ1600mm
Coil width:60~200mm
Coil weight:≤2MT
Braking type:Pneumatic braking
Station conversion style: Manual pushing 180°
2:Butt shear& welding machine
Function: 1.cut off the bad part at the end and head of the steel coil , also the middle part of the coil
2. cut head and end before welding, make sure the welding
terminal flat and straight which is good for welding
Structure style: Pneumatic cutting+autowelding
Steel coil welding form: manual
Cutting thickness:0.8~3.0mm
Max cutting width:200mm
Blade material:T12A
Blade edge:2

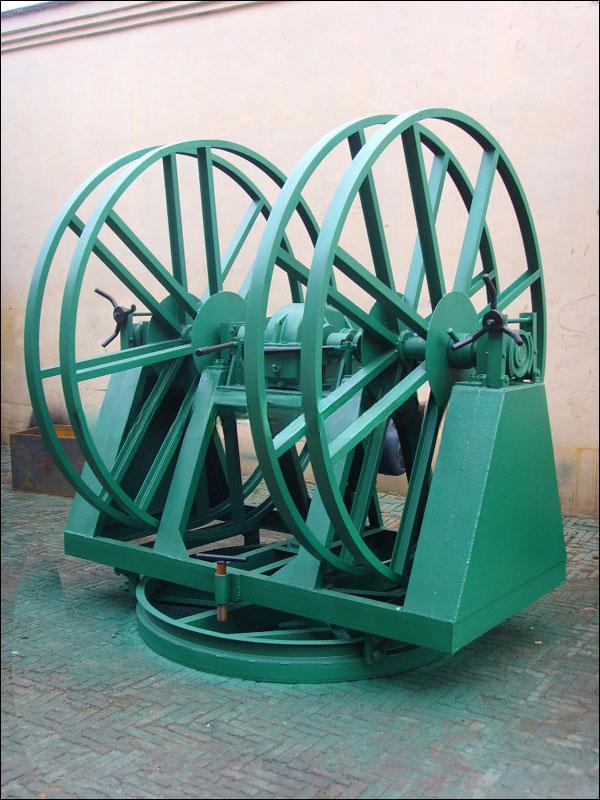
3: Horizontal spiral accumulator
Horizontal accumulator: outside lead in, central discharge
Accumulator diameter:4.2 M
Coil width:60~200mm
Coil thickness:0.8~3.0mm
Feeding speed:120~200m/min
Structural style: Turn direction stand, pinch device(11KW AC speed-adjust motor), main body of accumlator(15KW AC speed-adjust motor)
Steel coil feed and discharge control: feed with manual control, share the same console with uncoilor, discharge is powerless.
4: Forming and Sizing machine
4.1 Feeding device
Vertical guide roller: a pair of vertical guide roller after flatten roller, adjust open and close by hand
Flatten roller: With 7 rollers to make coil enter into forming machine steadily, flatten rollers are motorless, with down rollers fixed and up rollers adusted by first screw
4.2 Forming stand
Machine adopts bottom line horizontal roller forming theory, with double
radius holes style
Forming requirements:
Out diameter:φ20~φ63.5mm:
Wall thickness:0.8~3.0mm:
4.3 Forming stand specifications:
Roller stand Quantity ?Shaft diameter ?Roller material? Shaft heat treatment
Horizontal φ60mm 40Cr HF quenching
Vertical φ40mm 40Cr HF quenching
4.4 Forming stand structural requirements:
There is a vertical roller group stand before the back three-path flatten roller stand, avoid the pipe surface scratching.
Above each opening forming horizontal stand, the top of bearing, there
is a overload protection device. The cushion have buffer when
overloading, to protect horizontal roller and transmission device, no
need to change new cushion
Horizontal roller is gantry structure, including
Open forming: 4 stands
Close forming: 3 stands
Vertical roller is chute structure, including
Double vertical guide rollers, adjust open and closed same time by hand
With vertical roller up-down adjustable structural
Ways of changing roller: side pull
Stand lubrication: at the back of horizontal rollers stand, use oil gun with lubricating nipple
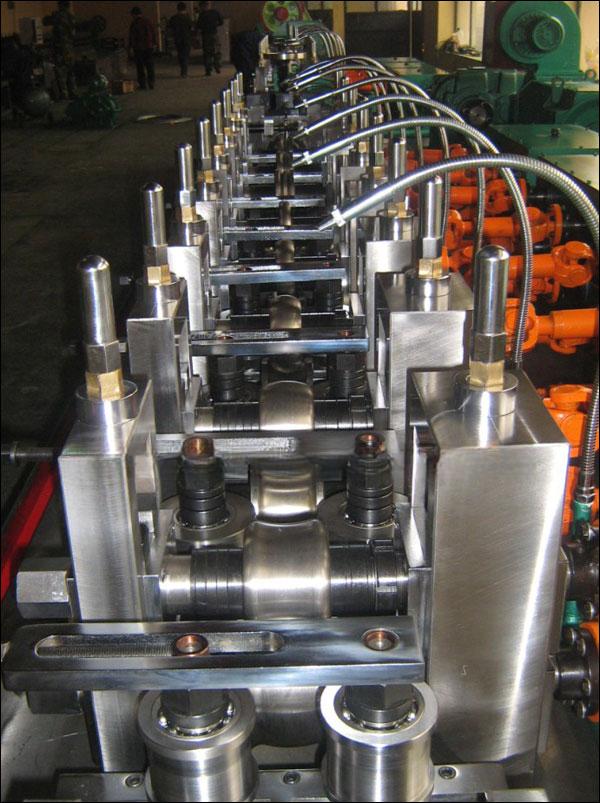
5: Welding equipment (mechanical part)
Welding seam guide stand: (1set) guide roller including up and down 2 rollers, in the middle have guide blade, welding seam angel adjust by screw.
Welding squeezing roller stand: (1set) three rollers (up roller is assemble), squeezing rollers squeeze melt metal and weld together
Side squeezing roller shaft diameter:φ40mm:
Outside burr remove device (1set) installs alterative front-back cutting tool, handwheel adjust the height and horizontal position with pneumatic fast feed knife device Down holding part: with hard wood adjustable height. Guarantee the
welding place smooth
Polishing roller stand: (1set) vertical roller adjusts open and closed by hand
Cooling device form: with spraying and run-off pit
6: Sizing stand
6.1 Sizing requirements:
Out diameter:φ20~φ63.5mm
Wall thickness:0.80~3.0mm
6.2 Sizing stand specifications:
Roller stand Quantity ?Shaft diameter Roller material? Shaft heat treatment
Horizontal φ60mm 40Cr HF quenching
Vertical φ40mm 40Cr HF quenching
6.3 Sizing stand structural requirements:
Ways of changing roller: side pull
Up roller adjustment: right and left adjust separately
Vertical roller stand is chute structure, double vertical roller guide,adjust open and closed same time by hand, with up and down adjustdeivce
Stand lubrication: at the back of horizontal rollers stand, use oil gun
with lubricating nipple
6.4(Turkey head) straightening device
Function: straightening pipe flat and draw into flying cut off rightly as well as square and rectangular pipe, straightening without changing shape
Structure: four roller turkey head, up-down、left-right and rotate adjustment separately
Quantity: two sets single side truk head
Straightening pipe diameter:φ20~φ63.5mm
Pipe wall thickness:1.0~3.0mm
7、Computer-controlled flying saw
Form: micro-computer specified length flying cutting
Function:
A: make sure the cutting position of specified length, start fast to made synchronous between cutting equipment and production line.
B: Keep synchronous between cutting equipment and production line, cut pipes by means of cutting structure move
C: Fast resetting: Control method: motor controlled by micro-computer through reduction box gearing rack and pinion drive flying cutting
Cutting method: friction metal cut saw
Max speed of flying cutting off:80m/min
Cutting diameter:φ20~φ63.5mm
Cutting wall thickness:≤3.0mm
Cutting accuracy:±3mm
Cutting specified length:4~10m
Saw blade size:φ500×70×3.5
Saw blade rotation speed:3400rpm
Cutting motor:15KW
Tracking motor:11KW
Pneumatic system:0.4~0.7Mpa
8、Back roller stand
Holding stand structural form: structure steel welding
Roller stand height mark: same with pipe rolling and the center of flying cutting off discharge table
Holding roller form and material: holding rollers are plain-barrel ones, material: steel 45#quenching hard chrome-plated with long working life and without scratching pipe.
Power of roller: use 3kw motor drive which can satisfy different production speed.
Reverse direction: (pipe forwarding direction)
9: Drive system
The whole system adopts combination transmitting between forming machine and sizing machine, main motor of each system through reducer box, gear box(spiral bevel gear) and universal shaft to drag horizontal roller. Vertical rollers are powerless. spiral bevel gear material is 20CrMnTi
Main motor: 1 set 132kw
Gear box lubrication: rare immersion lubricating: oil level appears outside the box
Water pipe distribution: machine prepares the total entrance for cooling water, each roller installs adjustable metal cooling pipe spray head, flux of cooling water: ≥15 ton/hour