
High-Efficiency C G Steel Panel Profile Cold Roll Forming Machine
The C G steel panel profile cold roll forming machine is a specialized production line designed to fabricate structural C and G profiles from cold-rolled steel coils. This robust system automates the entire process, transforming raw coil material into precise, ready-to-use panels with remarkable speed and accuracy. Consequently, it is an essential piece of equipment for manufacturers in construction, roofing, and cladding industries.
This detailed guide outlines the machine’s components, workflow, and specifications, providing clarity for engineers and procurement managers.
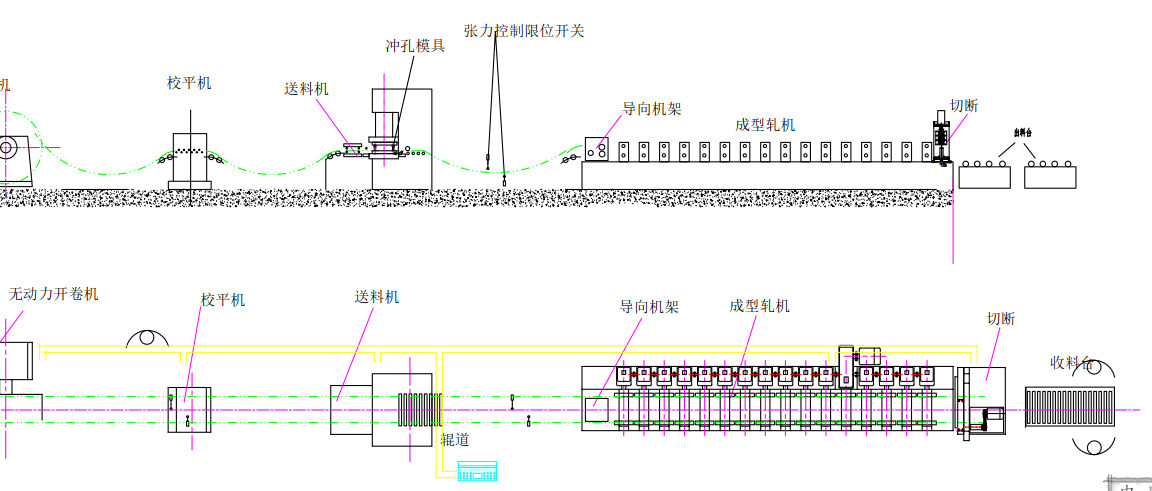
A: Equipment flow chart
Complete Production Workflow & Equipment Flow Chart
First, the process begins with loading the steel coil. Next, the machine follows a seamless, automated flow:
-
Load & Uncoil: A 2-ton capacity uncoiler feeds the steel strip into the line.
-
Leveling & Feeding: The material is precisely flattened and guided to ensure consistent entry.
-
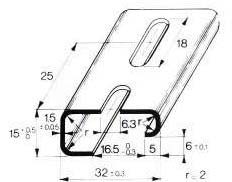
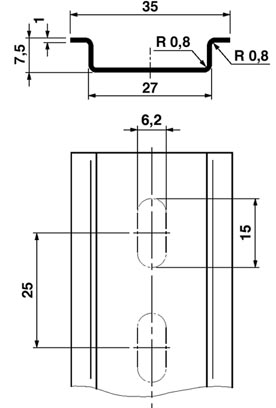
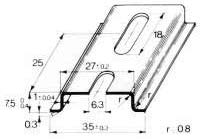
Servo Punching: A high-speed, 40-ton servo punch creates holes or notches with ±0.1mm precision.
-
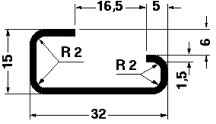
Roll Forming: The core process where 14 forming stations (plus 3 adjustment rolls) gradually shape the strip into the final C or G profile.
-
Hydraulic Cutting: A computer-controlled hydraulic unit cuts the continuous profile to pre-set lengths.
-
Discharge: Finished products are automatically discharged onto a rack.
B: Equipment working flow
Core Equipment Components & Technical Specifications
This C G profile roll forming machine is built with durability and precision in mind. Here are the key components:
-
Uncoiler & Leveling Unit: Handles coils up to 1200mm in diameter and 250mm in width. The leveling system uses a 5.5KW motor to remove coil memory and ensure flatness.
-
High-Speed Servo Punching System: This unit is a major advantage. With a 3KW servo motor, it operates at 30 strokes per minute. The hardened Cr12 molds ensure long-life punching for features like connection holes. For more on servo technology benefits, visit OMRON, a leader in industrial automation.
-
Precision Roll Forming Section: The heart of the cold roll forming machine. It features 14 pairs of rollers made from hardened GCR15 steel (58-62 HRC) mounted on Ø65mm shafts. A 5.5KW main drive with a cycloidal reducer provides reliable power.
-
Hydraulic Cutting Unit: Ensures clean, burr-free cuts. It uses Cr12 blades and an 80mm cylinder operating at 12 MPa pressure for reliable performance.
-
Advanced Control System: A centralized PLC (Panasonic) and touchscreen HMI allow for easy setup, speed control (5-20 m/min), and monitoring of the entire steel panel production line.
C: Equipment components

Key Benefits for Your Manufacturing Operation
Investing in this dedicated C G steel panel profile cold roll forming machine offers several compelling benefits:
-
Superior Efficiency: The integrated line eliminates manual handling between steps, dramatically increasing output.
-
Exceptional Consistency: Precision-ground rollers and servo controls ensure every profile meets exact dimensional tolerances.
-
Operational Flexibility: Quick-change tooling allows for efficient runs of different C or G profile dimensions. The roll forming equipment is adaptable.
-
Reduced Labor & Waste: Full automation lowers labor costs, while precise control minimizes material waste.
-
Robust Construction: High-grade materials like Cr12 and GCR15 guarantee a long machine lifecycle with minimal downtime.

Detailed Technical Data & Support Terms
-
Material Thickness: Handles up to 1.5mm cold-rolled steel.
-
Line Speed: Adjustable from 5 to 20 meters per minute.
-
Overall Line Dimensions: Approximately 25m (L) x 2m (W) x 1.5m (H).
-
Power Supply: Standard 380V, 50Hz configuration.


Support & Terms:
We stand behind our machinery with a comprehensive 1-year warranty and lifelong technical guidance. Delivery is typically within 90 days after order confirmation. To understand global standards for machinery safety, refer to resources from ISO (International Organization for Standardization).
More about cold roll forming machines, please contact us.